玻璃融合烤彎好像目前比較多人玩,但不管是那一種技法,只要玩的精一樣可以創作出好的作品,為了玩玻璃藝術的朋友盡點力,參考國外一些資料,將分篇介紹融合烤彎這技法範圍內,自行繪製的相關溫度曲線表與說明,這樣可以讓喜愛玻璃藝術的朋友很快地進入這個領域。個人認為只要是窯燒玻璃的技法,其實只要一張升降溫的圖表搞懂之後就會融會貫通,我試著說明它,也讓自己更了解玻璃的物性,如有先進覺得不對的地方請多指正、有興趣的朋友一起來討論,玻璃技術不再是神秘的面紗,期待搞玻璃可以變得很自在、很生活。
玻璃融合烤彎可分三種
1.tack fusing:玻璃黏在一起,但保持玻璃形狀,玻璃邊角變鈍。
2.full fusing:玻璃完全融合在一起,玻璃溶平
3.slumping:藉由模具或相關材料將玻璃彎曲或模鑄成形
本篇先以Tack Fusing為主來介紹,Tack Fusing的工作溫度界定約在730°c~760°c,以下的溫度曲線是以50cm×50cm 厚3mm的平板鈉玻璃來說明,溫度曲線共分10個區間,標示於圖表上方,每段溫度區間都有其本身的意義。

分段區間說明:
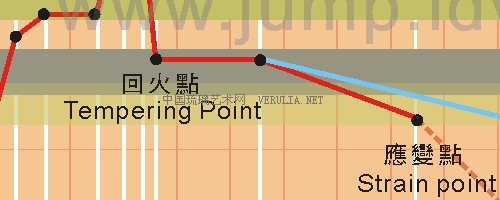
1.此溫度的設定由室溫緩慢上升至550°c超過回火點溫度543°c,目的是讓玻璃內外應力慢慢的達到平衡,在200°c時窯微開,消除爐內水氣。
2.再緩慢升溫至590°c~620°c
3.維持2的溫度約1小時,目的是要將有機物質(如CMC膠、膠水、白膠等水性黏膠,建議不要上太多,可能產生不必要的水痕)燒盡,避免影響玻璃。
4.為溫度急速上升段,玻璃內外應力達到平衡後,設定約30分鐘讓溫度由2.的溫度快速升至工作溫度,目的是要快速通過產生devitrification水霧的溫度區680°c~730°c,讓玻璃不至於產生devitrification。
5.工作溫度段730°c~760°c,此時玻璃間黏合,在此段的時間或溫度就看您要讓玻璃黏合的程度,當超過650°c便可開窯觀察玻璃狀況。
6.為溫度急速下升段,目的一樣是要快速通過產生devitrification水霧的溫度區680°c~730°c,至回火溫度543°c,設定的時間要短,或者在此段微開窯門協助迅速降溫。
7.回火點的恆溫段,此段溫度控制個人認為是最重要的一段,因為它是影響玻璃成敗的關鍵,維持回火溫度點543°c約2小時,此時,玻璃內的的一些化學物質正在開始變化,玻璃非均勻的物質,熱傳導方向沒有規則,所以為了先消除一些玻璃中的暫時熱應力,須先在此恆溫一段時間。
8.慢冷降溫階段,在回火溫度下恒溫一定時間,當所要求消除的一定量應力被消除之後,則進入慢冷降溫階段,慢冷降溫速度的大小通常由玻璃的厚度、退火溫度的高低以及玻璃的形狀等因素決定,在慢冷階段結束時的溫度必須低於玻璃的應變點溫度。也就是說,玻璃退火慢冷階段的溫度是在回火溫度至應變溫度範圍之內,過快的慢冷卻速度,由於存在著一定的溫度梯度,因而會產生新的應力(二次應力),由溫度梯度產生的熱彈性應力鬆弛速度很大,轉變成永久的應力的趨勢也大,所以在由回火溫度開始冷卻時,此階段冷卻速度越小越好,直至慢冷結束的溫度低於玻璃的應變點溫度。因此,當玻璃慢冷到其結構完全固定以後才不會產生二次應力;反之,雖然在回火溫度下消除了應力,但一旦慢冷速度不當,或慢冷溫度高於應變點溫度,這時新產生的應力在進行快冷時就不會隨溫度梯度的消失而消失,它將作為殘留的熱應力保留在玻璃中,稱為永久應力或內應力,在慢冷階段殘留的這種永久應力,如應力值超過了玻璃本身允許的應力值,則該玻璃就有可能在冷卻裂開,也有可能在以後的加工工序或使用過程中發生裂開,玻璃回火不良引起的裂開問題,多數發生在此階段。
9.快冷溫度區間,就是由應變點溫度下降至室溫,這裡就考驗窯爐保溫的效果如何了。
10.如果您使用紅色系的玻璃,圖表曲線藍色部分,在8、9的溫度區時間要拉長,目的是紅色玻璃成份的關係,因為玻璃內在化學成份會影響徐冷溫度的速度。
以上的說明,已清楚說明玻璃的物理變化的性質,當然溫度的設定,考量的因素很多,如玻璃大小、材質、厚薄、窯,成形方式等…,都會改變設定時間的長短,但基本升降溫曲線與該注意的重點是不變的,此表僅作參考,希望讓大家能多了解一下玻璃,這樣就可以依自己的需求設定一張自己的窯燒玻璃的溫度曲線了。
附上參考資料數據:
鉛玻璃→徐冷溫度約415°c ~490°c、應變點溫度約380°c ~445°c
鈉玻璃→徐冷溫度約470°c ~570°c、應變點溫度約412°c ~472°c
鉀玻璃→徐冷溫度約518°c ~550°c、應變點溫度約470°c ~503°c
|




